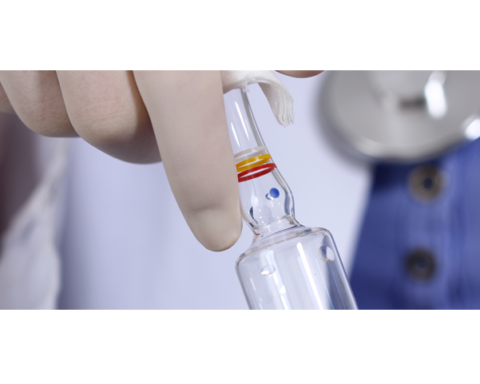
In recent years, container closure integrity (CCI) testing has steadily moved up the pharmaceutical manufacturing agenda. Latest research has shown that not only ampoules are prone to CCI defects. Other primary packaging types such as vials, cartridges and syringes equally require thorough testing, especially when filled with lyophilized products. Consequently, the United States Pharmacopeia (USP) has been revising its General Chapter 1207, calling for more quantitative, validated CCI test methods. A significant shift is expected towards non-destructive technologies.


Container closure integrity (CCI) defects might be highly hazardous to patients, if not detected prior to administration. In fact, they can be even more dangerous than particles contained in pharmaceutical liquids, as they might lead to a change in the active pharmaceutical ingredient (API).As a result, drugs can lose their efficacy or lead to unexpected side effects. In terms of stability, CCI issues might result in oxidation, hydrolysis or loss of vacuum, and have a significant impact on the drug’s effectiveness and shelf life.
The U.S. Food and Drug Administration (FDA) defines container closure systems as “the sum of packaging components that togethercontain and protect the dosage form”[1].The integrity of these systems is key to ensuring the safety of both product and patient. The container must be able to prevent product loss, maintain product sterility, and in some cases, prevent oxygen ingress or maintain sub-atmosphere headspace pressures. Appropriate test methods are able to detect breaches prior to product contamination, thus significantly improving patient safety. Apart from reducing the risk of product recalls, CCI testing also proves to be less time-consuming than most sterility test methods, and can also lead to significant cost reductions[2].
Probabilistic versus deterministic methods
The current revision of USP chapter 1207[3]aims at listing the variousCCI testing methods, and identifying which methodology can be considered most appropriate in terms of product and patient safety. The documentclassifies CCI testing methods as either probabilistic or deterministic. While probabilistic methods rely on qualitative information including human judgement, deterministic technologies are quantitative and less subject to error.A further distinction is made between destructive and non-destructive tests. The blue dye test, for instance, is a traditional probabilistic, destructive test where the package is submerged in water mixed with blue dye. Apart from making the product unusable, this method is also prone to human error. Among the preferred deterministic methods, the focus is on non-destructive technologies that preserve the often costly product inside the container.
Once the revised USP chapter comes into operation, it should lead to a more patient-oriented and quality-related testing approach. However, the different regulators will certainly not issue a recommendation for one single technology. Every product and manufacturingprocess requires a careful selection from theavailable methods, and might consist of more than one technology applicable at different stages. New packaging formats and pharmaceutical formulations further necessitate regulations to be extended beyond the current scope.For instance, EU GMP Annex 1 states that containers closed by fusion, such as glass or plastic ampoules, should be subject to 100% integrity testing.[4]
However, not only ampoules are prone to leakage or sterility breaches. Vials, syringes or cartridges are even more demanding in terms of CCI, as they consist of several different parts involving more potential risks. Take a vial, for instance: it is made up of the glass container, a stopper and a cap. Here, all parts of the container closure system need to be thoroughly inspected at all levels.
Freeze-dried products
In terms of drugdevelopments and subsequent testing requirements, lyophilized products have moved to the center of attentionof many pharmaceutical manufacturers. A large number of new parenteral products, such as anti-infectives, biotechnology-derived products and in-vitro diagnostics are freeze-dried. During the lyophilization process, water is removed from the product after it is frozen and placed under vacuum, allowing the ice to change directly from solid to vapor without passing through a liquid phase. The process consists of three separate,interdependent processes: freezing, primary drying, and secondary drying[5]. Each process bears its own risks and calls for in-depth testing of both product and container closure system.
The actual vial filling procedure alreadyposes some distinctive challenges to product sterility and packaging integrity. The stopper is placed on top of the vial but not sealed immediately. As a result, the content is subject to contamination until the vial is actually sealed. Moreover, many types of defects can cause leakage in sterile vials. Seal issues include improperly seated stoppers or applied caps, as well as fibers on the lip or a bad stopper-vial connection. Cracks in the container glass, rough handling or improper machine setup might also result in leakage. In fact, freeze-dried vials can have identical CCI rejection rates as ampoules. The significant difference, to date, is that 100 percent CCI is only mandatory for ampoules but not for other containers. However, many experts expect that regulations will be changed accordingly in the near future.
Wide range of CCI testing technologies
A number of deterministic, non-destructive methods are already available in the market. Hence, the USP revision does not call for the development of entirely new technologies. Instead, it will change the way the industry evaluates and uses these methods. Pharmaceutical manufacturers are encouraged to adopt technologies that significantly increase the level of quality assurance and detection rates. The choice for the appropriate leak detection technology depends on the specific characteristics of product and container, such as conductivity, headspace parameters, alcohol content or API.
The electrical conductivity leak test – or high-voltage leak detection (HVLD) – detects leaks in the wall of a container. HVLD is used to inspect container closure systems including parenteral vials, pre-filled syringes and cartridges, as well as plastic containers, bags and pouchesfilled withpharmaceutical liquids, suspensions and oily products. The principle is based on quantitative electrical conductance measurements. It measures the electrical resistance of containers with conductive solutions at up to 25 kilovolts. In case of a leak, the resistance diminishes significantly.
The non-destructive vacuum/pressure decaymethodis suited for liquid dosage forms, lyophilized products and dry powders. It facilitates the identification of package leaks by capturing the quantitative measure of pressure rise or decay resulting from headspace leakage or liquid product evaporation.
Last but not least, headspace analysis (HSA) is applicable to lyophilized products and medicines filled under vacuum or purged with gas. It measures the quantity of light passing through the headspace via laser spectroscopy, and monitors changes in headspace gas composition or total headspace pressure. Leak defects will allow gas to flow from outside a container into the headspace. If a container is initially processed with a modified atmosphere in the headspace, then a total pressure rise or a partial increase in oxygen pressure can be correlated to a leak rate. New equipment is able to inspect both standing and non-standing containers at outputs of up to 600 containers per minute, and offers a combination of headspace analysis, NIR (near infrared) measurement and coding.In order to ensure highest reliability and accuracy, an automatic monitoringof the measurement modules is continuously performed by using certified reference containers.
Selecting the suitable technology
To select the appropriate testing method for each product and container, a thorough understanding of the product is paramount: is it sensitive to oxygen or moisture? Is a specific vacuum level required? What is the structure of the molecule? What is the critical defect size that must be detected to keep the product sterile and stable across its entire shelf life? By carefully selecting the respective technologies, pharmaceutical manufacturers and equipment providers can together find the most appropriate solution that is in line with regulatory compliance. The next step consists in defining the desired speed and precision of the required machine.
During all these steps, equipment suppliers who know the market and regulatory requirements, and have a broad portfolio at hand are of invaluable assistance. They assume the role of supplier, consultant and expert partner at the same time.Backed by validation and qualification concepts, as well as further consulting services, they are able to deliver more than just a machine. While industry is heading towards 100 percent CCI, leading equipment manufacturers such as Bosch Packaging Technology have already established an extensive range of both visual inspection and CCI testing technologies. This way, every pharmaceutical producer receives a solution tailored to the exact requirements of API, dosage form, container type and size.
[1]http://www.fda.gov/downloads/Drugs/…/Guidances/ucm070551.pdf.
[2]http://www.fda.gov/downloads/RegulatoryInformation/Guidances/UCM146076.pdf
[3] United States Pharmacopeia, General Chapter <1207> Sterile Product Packaging – Integrity Evaluation (USP38-NF33 2S). USP Pharmacopeial Forum 40, no. 5, September 2014.
[4]http://www.gmp-compliance.org/guidemgr/files/ANNEX%2001%5B2008%5D.PDF
[5]http://www.fda.gov/ICECI/Inspections/InspectionGuides/ucm074909.htm
This exclusive article for Pharma Mirror's readers only written by
Mahmoud Hamada, Bosch Packaging Technology, Business Development Inspection Technology, Email: mahmoud.hamada[at]de.bosch.com