

Six sigma is delivering business excellence, higher customer satisfaction, and superior profits by dramatically improving every process in an enterprise, whether financial, operational, or production. Six sigma process has become a heart of a wide spectrum of industries, from health care to insurance, telecommunications to software. The concept of six sigma was introduced by Motorola during the 1980s. Six sigma is also be defined in a number of ways:
- A quality level of 3.4 defects per million opportunities
- A rate of improvement of 70% or better
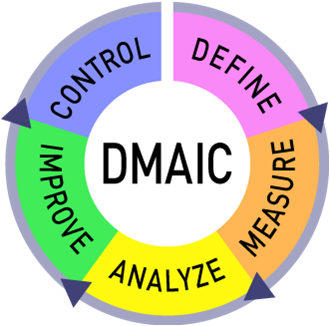
- A data-driven, problem-solving methodology of (DMAIC) Define, Measure, Analysis, Improve, Control
- An initiative was taken or by an organization to create bottom-line breakthrough change
In the pharmaceutical industry, manufacturers also implement six sigma or lean six sigma in order to reduce their operational costs and ensure great service to their clients. These regulatory actions are supported by other regulatory bodies like the U.S. FDA which seeks to reduce the number of errors and risks within the manufacturing and operational process.
How does Six Sigma work?
The driving force behind any six sigma project comes from its primary focus – “bringing breakthrough improvements in a systematic manner by managing variation and reducing defects”.
There are two potential scenarios – First, there is already an existing process(s) that is working “reasonably” well; and second, there is no process at all. A bad process is as good as no process.
The first scenario focuses on significant process improvements and requires the use of DMAIC:
- Define process goals in terms of key critical parameters (i.e. critical to the quality or critical to production) on the basis of customer requirements or Voice Of Customer (VOC)
- Measure the current process performance in the context of goals
- Analyze the current scenario in terms of causes of variations and defects
- Improve the process by systematically reducing variation and eliminating defects
- Control future performance of the process
The second focuses on process design using Design for Six Sigma (DFSS) approach. DFSS typically requires IDOV:
- Identify process goals in terms of critical parameters, industry & competitor benchmarks, Voice Of Customer (VOC)
- Design involves enumeration of potential solutions and selection of the best
- Optimize performance by using advanced statistical modeling and simulation techniques and design refinements
- Validate that design works in accordance to the process goals
Note, sometimes a DMAIC project may turn into a DFSS project because the process in question requires complete re-design to bring about the desired degree of improvement. Such a discovery usually occurs during the improvement phase of DMAIC.
History of Six Sigma
The concept of Six Sigma was started at Motorola during the 1980s as a response to lost market share which made the company realize that and increase in quality was necessary. An engineer at Motorola called Bill Smith introduces a new quality control system named Six Sigma. The implementation was very successful.
Their version of Six Sigma is focused on six key principles which are discussed by Bicheno (2006) and summarized below.
- Critical to Quality: The customer is the start and what is important for the customer needs to be identified.
- Defect: Anything that does not deliver exactly what the customer wants.
- Process Capability: The processes need to be able to deliver what the customer wants.
- Variation: As it is experienced by the customer.
- Stable Operations: The goal is to secure reliable, robust processes that improve the customer’s experience.
- Design for Six Sigma: The design must meet all the customer requirements and the capability of the process.
Motorola’s and General Electric’s work have had a large impact on six sigma and their methods have in some cases then been further developed to include all the features that characterize the different use of Six Sigma today.
Purpose of Six Sigma
The focus of six sigma is to enhance customer satisfaction and reduce cost by using facts and statistical analysis to minimize the non-desirable variation in the critical parameters in the processes. Critical parameters are those that affect features that are important for the end-user/ customer. It uses statistics as tools for the use and interpretation of the data; however, the ultimate goal for Six Sigma is to change the entire mindset and culture of the organization to create systems and processes that are as close to perfect as achievable thus ensuring that they are functioning at the best possible performance levels.
Six Sigma can be seen as a vision; a philosophy; a symbol; a metric; a goal; a methodology.
The Future of Six Sigma
Six sigma may appear similar to other quality management tools such as TQM or Kaizen Events, but in reality, it is quite different. Other quality management programs often reach a stage after which no further quality improvements can be made. Six sigma, on the other hand, is different as it focuses on taking quality improvement processes to the next level. This means that Six Sigma has the potential to outlast other quality management programs in the future.
The scope of Six Sigma is also much broader than other quality management programs as it can be applied to every business process of an organization. The future is bright for six sigma programs with the growing awareness in small and medium enterprises about the potential benefits that can be derived from implementing such programs.
Six Sigma in the Pharmaceutical Industry
Within the pharmaceutical industry, there are various IT factors when transitioning from an existing management process to a new one. In this case, transitioning to lean six sigma methodologies carry several IT factors.
The six sigma quality improvement theory allows businesses to continuously improve and change the industry in a positive direction. Because this process is so complex, businesses will require interoperable and flexible systems that will enable information to pass across the entire business. Lean six sigma allows information to flow and keeps management abreast of this information.
Within the pharmaceutical industry, mining data and interpreting it both seamlessly and quickly are very important aspects of lean six sigma. With the help of this methodology’s tools and theories, information is able to be transformed into data that can be used to outperform the competition. Having data as quickly as possible will also make it much easier to respond to and evaluate FDA inquiries. IT factors will support various tenets which are essential when implementing this quality improvement process.
One of the most critical performance indicators in pharmaceutical and biotech manufacturing is dosage uniformity. The first level specification established in the National Formulary (NF) requires ten dosage units have a content uniformity in which the measured dose for each is within 85% to 115% of the labeled value and the relative standard deviation is less than 6%. However, if one considers that processes naturally drift a bit around their center value and that most organizations routinely clear this first level specification without difficulty, one might conclude that the actual process sigma level is probably at least four for the critical characteristic of delivering a uniform dosage level to all patients.
Secondly, single-point validation, which has dominated the industry for many years, is gradually giving way to quality by design (QbD) with the encouragement of the FDA. Regulatory filing of single-point validation has often hampered process optimization and the achievement of the kind of sigma levels seen in industries in which innovation is not constrained by the inability to make post-commercialization improvements. QbD methodology is essentially the same as Design for Six Sigma (DFSS). The strength and similarity are that both QbD and DFSS open the process to innovation in the development stage.
The difference is that instead of blindly shooting for six sigma, QbD strives to rigorously establish process understanding so the balance between process capability and cost are clearly understood such that both can be appropriately positioned and controlled. This benefits the general public by ensuring efficacy while keeping costs down. FDA’s initiative and the movement in the industry away from single-point validation and towards QbD design space validation positions the industry to bring products to market with cost-effective processes that are in the 4 to 5 sigma range and beyond.
The pharmaceutical industry has been one of the last to implement a quality management procedure like six sigma. In this industry, there is a great need for productivity and efficiency. The reason behind the late insertion within the manufacturing aspect of the industry is due to the burden and cost of revalidating processes. Once a manufacturer has validated a process and made it compliant, they are naturally reticent to changes. Various drug manufacturers have had no real economic incentive implemented which would have them change their processes.
In order to effect profitable change within the pharmaceutical industry, many companies are turning towards lean as it is a very popular and highly regarded management concept. Both Lean manufacturing and traditional six sigma methodologies have made noticeable changes within other industries such as the auto manufacturing and electronics markets. As a result, with its implementation, the pharmaceutical industry will be able to effect positive change. They will be able to reduce and eliminate waste, improve customer service, and change the market entirely.
Six Sigma Customer Benefits
The customer of the pharmaceutical industry benefits from the implementation of six sigma. To be able to follow the results of the implementation of changes and improvements, key performance indicators can be used (Cortada et al. 2004). Johnson (2006) also emphasizes the importance of choosing relevant metrics to track the impact of each six sigma project with regards to customer satisfaction. The following Key Performance Indicators are used to measure customer benefits:
- Improved quality of product
- Shorter delivery times to market
- Increased financial support for new development projects
The companies that ensure the six sigma implementation have the potential to enhance customer benefits with regards to increased quality and in some cases also by shortening time to market for new products. Moreover, the price reductions for the end-users are not the focus of the six sigma implementation and due to the market conditions in the pharmaceutical business, this is not likely to be the focus in the future either.
The combination of six sigma and Lean-to further enhance shows the customer benefits. This combination has many benefits. It is important to remember that changes and implementation of new improvement strategies as with any strategies are timely and takes great effort. The individual company must, therefore, assess the cost and benefits for expanding the six sigma strategy before making this type of large change. The companies were all well aware of the problem with declining interest in new initiatives and depending on the maturity of the six sigma implementation, the company size, and processes. The effort might be best spent trying to build in the six sigma focus in the entire organization instead of trying to expand it.
Build quality in Pharmaceutical Manufacturing Process through Six Sigma

Building quality in the manufacturing process is a key goal within lean six sigma and enables the industry to successfully integrate the IT infrastructure. Automated checks enable businesses to collect data much more quickly and are easier for regulatory agencies like the FDA to audit. In-line data is critical to quality within this theory, enabling pharmaceutical companies to manufacture defect free products. Without the understanding of these quality improvement methodologies, this cannot be achieved.
Quality within all industries is important, but within the pharmaceutical industry, it is essential. Because lives are at stake, quality, when it comes to creating and manufacturing medicines for individuals, is necessary. Any business theory that could help in this realm of the industry is necessary to explore. Because the six sigma quality improvement theory boasts less than 3.4 defects per million opportunities, it is worth exploring in any industry, especially this one! As technology becomes more and more integrated into our daily lives, exploring these theories together is worthwhile for any pharmaceutical manufacturer.
There is a difference in the application of Six Sigma in different companies
All companies are unique and it is important to customize the six sigma strategy to the needs of the individual companies. However, one does not need to invent the wheel over and over again. The companies have many similarities but also a handful of differences. The differences are both due to the size and the organization of the company but also to some extent due to the people who have worked with the implementation and the overall focus of the companies.
Conclusion
The pharmaceutical industry is noticing dwindling profits as there is now much competition coming from generic brands and errors within the manufacturing process. In order to improve this, many companies are attempting to increase efficiency within the manufacturing and operational processes by optimizing their resources, controlling inventory, and reducing waste and errors.
By implementing traditional six sigma and lean manufacturing, many pharmaceutical companies are able to reduce waste and bring about effective change within the manufacturing process. Instead of having to rely on end-process testing, six sigma is enabling companies to predict and eradicate errors and therefore give a much-needed boost to operational efficiency. This furthermore increases the chance of quality products and compliance.
Reference
- Cherry J., Seshadri S., Six Sigma: Using Statistics to Reduce Process Variability and Costs in Radiology, Radiology Management, Nov/Dec 2000
- Kiemele, M.J. and Reagan, L.A. Design for Six Sigma: The Tool Guide for Practitioners, CTQ Media, Washington (2008).
- Chowdhury, S. Design for Six Sigma: The Revolutionary Process for Achieving Extraordinary Profits. Dearborn Trade Publishing, Chicago (2002).
- Bicheno J. Fishbone flow: Integrating lean, six sigma, TPM and triz. Picsie Books; 2006.
- Six sigma and the pharmaceutical industry
- Kriger Biopharmaceutical Career Training Programs
- Six Sigma strategy applied to the pharmaceutical industry – customers benefit
Author Bio: Azmery Kabir, a pharmacist from Dhaka, Bangladesh is passionate about pharma innovation and would like to share her knowledge with others. She has done her bachelor’s in pharmacy from Asia Pacific University of Bangladesh. She was listed as a junior author of Pharma Mirror Magazine.











Awesome article and very usefull. thanks. you made my day!!!
Where can we leaen or atudy the six sigma course for pharma industry
Sir,Good article.can you explain one pharmaceutical process with an example using six sigma